Revolutionizing design conventions: Technology for producing ceramic parts with complex geometries
Ceramic material for 3D printers
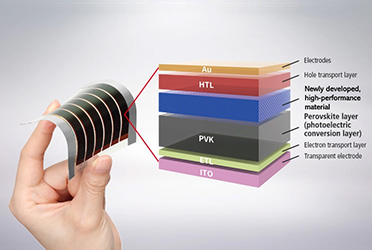
Ceramics have excellent heat resistance, insulation and corrosion resistance. While there is demand for geometrically complex ceramic parts, the methods to produce them are limited. Canon has developed a 3D printer material that reduces “shrinkage” during the firing process, and is providing them to leading industries such as the automotive, healthcare, industrial equipment and aviation industries, hence dramatically expanding the potential applications of ceramic parts.
July 8, 2025
Growing expectations for production of ceramic parts using 3D printers
“Ceramics” refers to pottery, glass, cement and similar products that are hardened under high temperature in a kiln. They are characterized by properties such as excellent heat resistance, insulation, corrosion resistance and resistance to wear. Today, fine ceramics with enhanced heat resistance, workability and heat dissipation properties are can be produced using synthetic compounds and other refined materials, and these have become an essential part of our daily lives and society.
In the aviation industry, for example, ceramic components are used instead of metals in key engine parts, improving fuel efficiency with their light weight and resistance to heat and wear. Similarly, ceramics are employed in the industrial equipment sector to manufacture systems able to withstand corrosion by cleaning fluids and chemicals, and are also becoming more widely utilized in the automotive, healthcare and other industries.
Molds are conventionally used to produce high-performance ceramic parts. However, making a mold takes several months and involves significant costs, which is not economically viable except for mass production. Furthermore, molds need to be managed and stored under controlled temperature and humidity conditions, an added burden in terms of storage space and management cost. For these reasons, there is high demand for the use of 3D printers to create small lots of ceramic parts within a short period of time for use as service or replacement parts as well as prototyping during product development. However, this has not yet become a conventional technique due to the challenging production process.
Eliminating the use of resin in molding materials to reduce shrinkage—achieving both a high dimensional accuracy and shorter lead time
In addition to addressing the need for small-lot, wide-variety manufacturing, forming products with using 3D printing also makes possible the creation of complex and intricate shapes that theoretically cannot be produced with the use of a conventional mold. This has become a widely-adopted technique for resin and metal materials.
However, producing ceramic parts via 3D printing remains difficult, as it is necessary to ensure precise control of the shrinkage that occurs during the firing process, in which the parts are hardened with heat after they are first formed (“molded”). In conventional ceramic materials used in 3D printing, the binding agent that binds ceramic particles contains resin. This resin is burnt off in the firing process, resulting in shrinkage of 15 to 20 percent. The firing also creates a significant temperature difference between the surface and interior of the ceramic part, which may result in cracks if the constituent parts of the part shrink at different speeds. Avoiding this problem requires skill to delicately control the temperature necessitates approximately 200 hours of firing.
The new ceramic material developed by Canon resolves these issues. By leveraging the material development technologies that the company has cultivated over its long history, and by applying the powder control and toner mixing technologies used in its laser printers, Canon has eliminated the use of resin. This has minimized deformation during the firing process to less than 2%, thereby achieving the intended level of dimensional accuracy. The firing process has also been significantly shortened to one-quarter of the original 200 hours, which also helps to reduce cracks.
Ceramic material developed by Canon
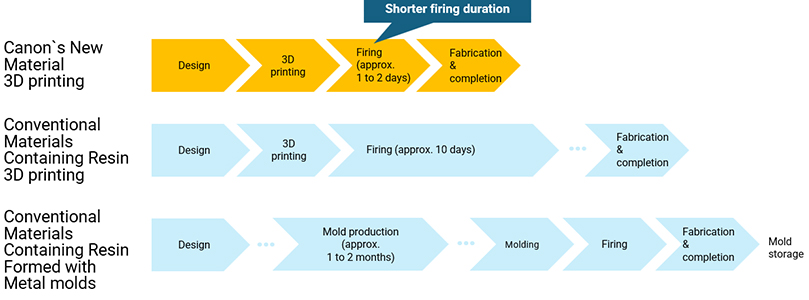
Significantly reduced lead time compared to conventional ceramic parts for 3D printing
Accurate reproduction of design values, down to complex shapes
Currently, there are two mainstream techniques for producing ceramic parts through 3D printing: binder jetting and stereolithography. The first forms layers by spraying resin on a powdered ceramic material, while the latter performs molding by applying ultraviolet light to a ceramic paste material that contains resin. However, because these techniques require resin, creating intricate shapes and complex structures with these techniques requires a design that accounts for shrinkage of the formed object during the firing process.
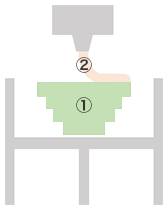
Methods for Molding Ceramic Parts Using a 3D Printer
Main Method |
Conceptual Diagram |
Molding Process |
Selective laser melting |
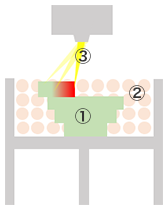
① Formed object |
A laser beam is directed onto powdered ceramic material, melting it into shape. |
Binder jetting |
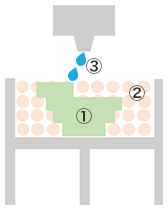
① Formed object |
A resin binder is sprayed onto powdered ceramic material, creating layers that form the shape of the object. |
Stereolithography |
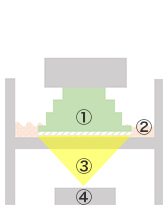
① Formed object |
Ultraviolet light is applied onto a paste-like material made from a blend of ceramic material and resin that hardens under light, forming the object one layer at a time. |
Extrusion |
① Formed object |
Ceramic material melted by heat is extruded from nozzles, creating layers that form the object. |
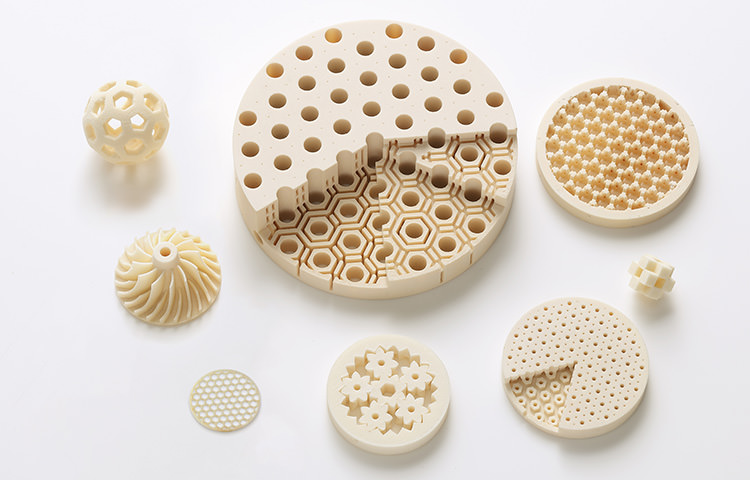
Meanwhile, “selective laser melting,” the predominant technique for producing metal parts through 3D printing, forms layers by melting the material with a fine laser beam. Although this method enables the production of high-precision parts, it could not be put into practical application for producing ceramic parts due to the lack of suitable materials. However, the new ceramic material developed by Canon can be melted directly using this technique, making it possible to create geometrically complex parts with high precision within a short lead time, such as porous structures arranged with helical pores, hollow shapes with embedded fence-like lattice structures, and complicated labyrinthine structures.
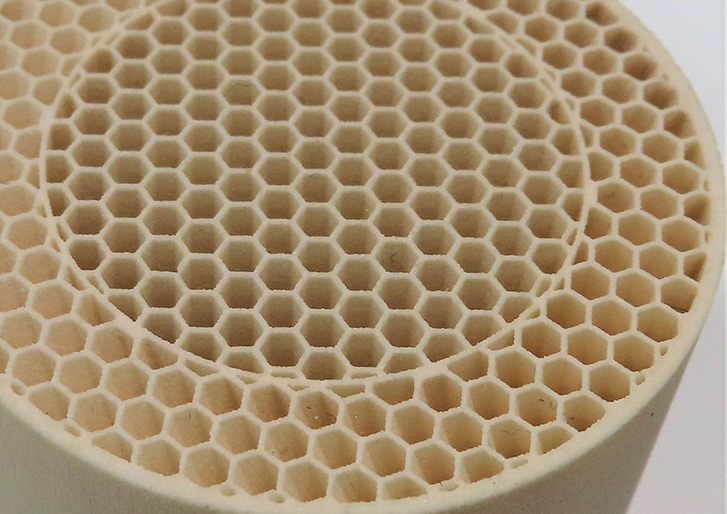
Porous structures arranged with helical pores
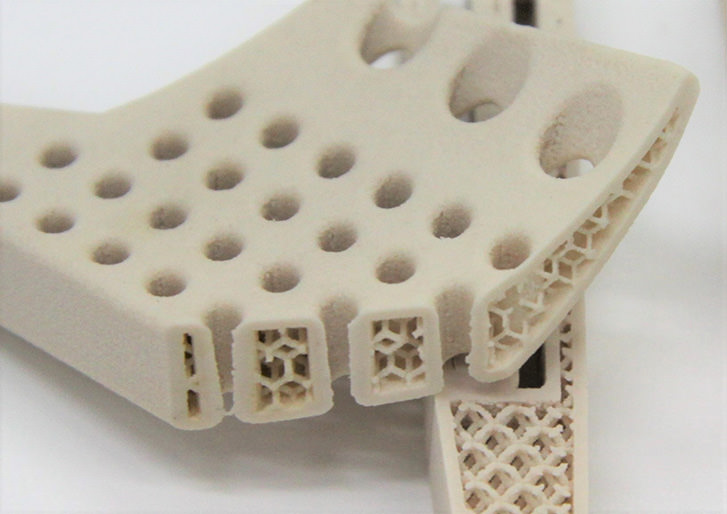
Hollow shapes with complicated lattice structures embedded inside the part
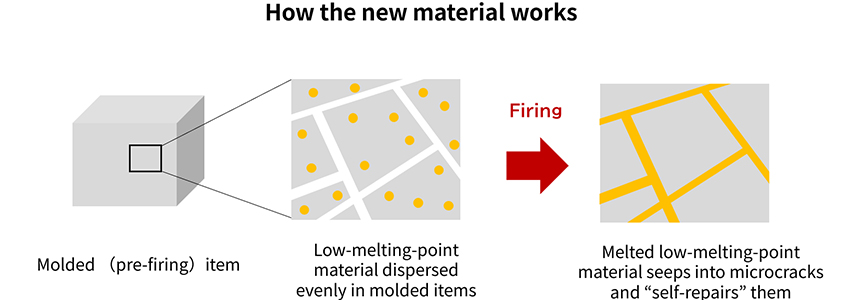
New material that "self-repairs" microscopic cracks to improve the strength of ceramics
The material developed by Canon does not contain a resin for binding powdered materials together. As a result, microcracks form on the surface and inside of products when they are molded by a 3D printer, making it difficult to maintain strength.
Canon's solution to this problem, which affects the strength of the finished ceramic parts, is repairing microcracks afterwards, instead of preventing them.
Ceramic materials for general manufacturing processes are made of multiple components with different roles, such as the main component of ceramics and a binder resin.
Canon focused on blending ceramic materials with different melting points, and developed a "self-healing" material that is designed so that a ceramic material with a low melting point is uniformly dispersed in the molded item. When fired, the components with a low melting point melt into the microcracks and fill the gaps.
Offering greater flexibility in development design and unlocking the boundless potential of ceramics
In the past, although it was possible to design the “ideal shape” for ceramic parts through simulations during the development design phase, there were limited means of materializing them. But with Canon’s new technology, even ceramic parts with complex shapes can be created within a short period of time. In addition to creating prototypes for product development, the technology can also be used for mass production by setting up multiple 3D printers. Not only can the proprietary ceramic material be used as a substitute for existing parts made from substances such as metal and resin in the fields of aerospace, healthcare and other frontier sectors, it is also expected to open up new possibilities for fine ceramics by allowing the production of parts with complex geometries across a wide spectrum of industries.
Canon will continue to further enhance the performance of its new material while aiming to offer more variations of the new material, in order to address the needs of customers in a wide range of fields.